


我们精心制作的精密管_圆钢符合标准产品视频已经准备就绪,【解锁新品!】精密管_圆钢符合标准产品视频,带你穿越新品体验之旅!
以下是:精密管_圆钢符合标准的图文介绍
恒永兴金属材料销售
有限公司服务与承诺:
服务三保:保证质量、保证时间、保证数量。
服务宗旨:雄厚的实力、 齐全的 浙江湖州流体管产品、低廉的价格、 优质的服务来答谢新老顾客的信赖。
经营原则:顾客至上、质量优良、 浙江湖州流体管品种齐全、 浙江湖州流体管价格合理。




精密钢管生产制造的时候,会有一个必要步骤就是酸洗。本文,我们就说下,对工作人员来说,如何做好精密钢管酸洗工作?在进行精密钢管酸洗的时候需要注意哪些问题呢。 ,在酸洗之前必须穿戴好劳动保护用品。对于现场的工作环境也要进行详细的检查,主要是检查精密钢管的吊带是否完好,确认完好后方可进行作业。第二,在酸洗的时候,酸洗主要是采用盐酸酸洗,一般盐酸的含量为18%到20% 。第三,工作人员在操作前还需要对酸的浓度和温度以及本槽酸洗管的吨位了解清楚。这些可以通过使用专业的测量设备进行检测。第四,对于酸洗的精密钢管每次 把重量控制在2到5吨之间,时间掌握在5到15分钟。时间需要依据重量的多少进行调节。无缝精密钢管酸洗的过程中还需要经常的振动,在往酸槽下管的时候,精密钢管要进行倾斜,防止盐酸误伤到人。
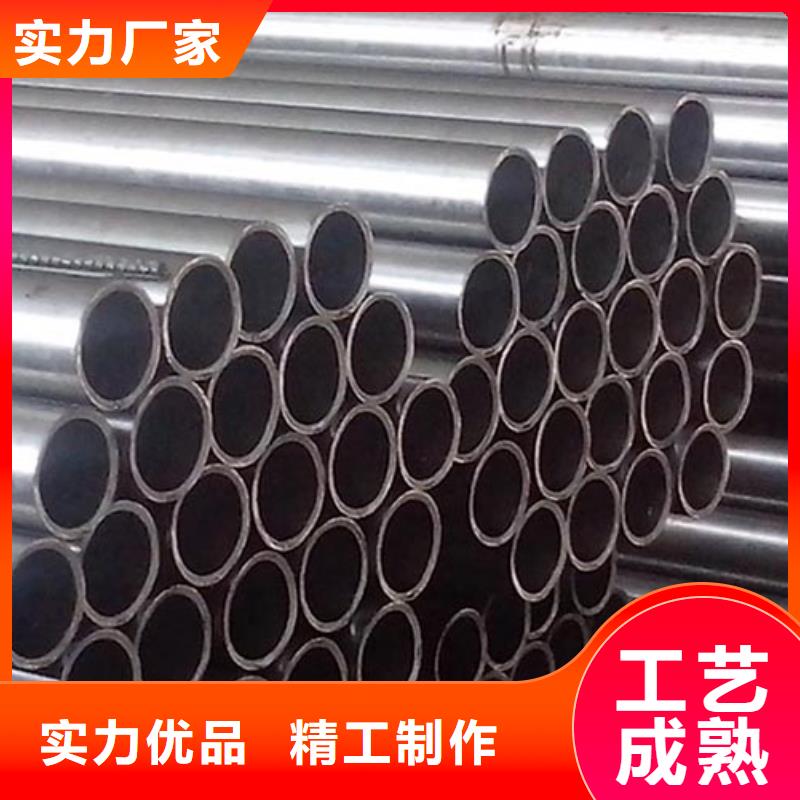
精密钢管是一种经过冷拔或热轧处理的高精度钢管材料。由于精密钢管具有内外壁无氧化层、高压下无泄漏、高精度、高精加工、无冷弯变形、膨胀、平整、无裂纹等优点,主要用于生产气动或液压元件产品,如气缸或油缸,可以是无缝管或焊接管。精密钢管和无缝钢管的区别1油后即成、无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。2、精密钢管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度。冷拔精密钢管的特点1.外径更小。2.精度高可做小批量生3.冷拔成品精度高,表面质量好。4.钢管横面积更复杂。5.钢管性能更优越,金属比较密。热轧精密钢管后的区别热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂热轧酸洗板卷。
精密钢管是一种经过冷拔或热轧处理的高精度钢管材料。由于精密钢管具有内外壁无氧化层、高压下无泄漏、高精度、高精加工、无冷弯变形、膨胀、平整、无裂纹等优点,主要用于生产气动或液压元件产品,如气缸或油缸,可以是无缝管或焊接管。精密钢管和无缝钢管的区别1油后即成、无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。2、精密钢管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度。冷拔精密钢管的特点1.外径更小。2.精度高可做小批量生3.冷拔成品精度高,表面质量好。4.钢管横面积更复杂。5.钢管性能更优越,金属比较密。热轧精密钢管后的区别热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂热轧酸洗板卷。



精密无缝钢管的生产要求的技术是比较高的,在表面的质量也是要求各种的生产元素是不一样的,各种的比例要按照完整的设计进行,在热轧,冷轧,高温,高压都要进行处理,严格按照 的与关规定进行去处理,而且外观是决定着内部的质量和各种的标准要求的,对于精密无缝钢管厂家要从生产上进行不断地促进生产的方式和生产的标准的严谨,严格按照生产的 标准进行。以下是关于规定精密无缝钢管 标准的规定的相关的内容:精密无缝钢管外观质量要求精密无缝钢管的表面质量在标准中有规定,一般要求不得存在使用上有害的缺陷,如分层、结疤、裂缝等。精密无缝钢管几何形状偏差的允许范围在标准中也有规定,一般包括弯曲度、边宽、边厚、顶角、理论重量等项,并规定精密无缝钢管不得有显著的扭转。同时在进行表面处理的时候要进行及时解决以下的问题供大家进行参考:1.磷化件返锈。产生原因:游离酸度过高,Fe2+离子浓度过高,磷化时间不足。解决方法:调整酸比,清换槽或用双氧水处理,延长处理时间。2.膜不均匀有流痕。产生原因:除油不干净,磷化温度偏低,盘锦精密无缝钢管有钝化层。解决方法:加强脱脂,升高温度,酸洗。3.膜有空白点。产生原因:磷化温度过低,盘锦精密无缝钢管挂放过密或重叠,酸比值偏大。解决方法:升高温度,增大盘锦精密无缝钢管间隙,调整酸比。4.挂灰。产生原因:槽液中有沉淀物,磷化液冲洗不净,磷化液C含量过高。解决方法:沉淀物,酸洗后重新磷化,调整磷化液C用量。5.膜结晶粗。产生原因:Fe2+离子含量过高,磷化液C含量高,温度过高。解决方法:清换槽液或用双氧水处理,调整磷化液C用量,降温。


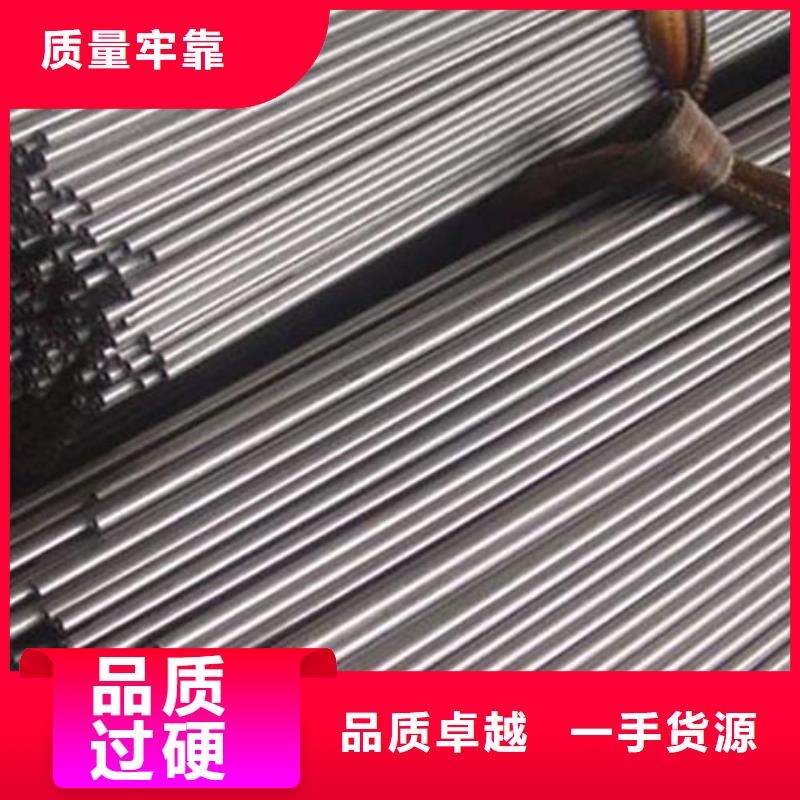
精密钢管在焊接时哪些地方是需要我们注意的呢?焊接压力的大小直接会影响到钢管焊缝的强度和韧性。如果所施加的焊接压力小,那么将会导致金属焊接边缘无法充分压合,而且焊缝中残留的非金属夹杂物因压力小不易排出,焊缝强度降低,受力后易开裂。反之,如果焊接压力过大,那么达到焊接温度的金属大部分被挤出,这样一来不仅会降低钢管焊缝的强度,而且产生内外毛刺过大或搭焊等缺陷。所以在焊接过程中需要根据实际品种规格来得到与之相适应的 焊接压力。根据实践经验单位焊接压力一般为20~40MPa。此外,关于焊接挤压量的确定主要是借助调整挤压辊之间的距离进行控制。在精密钢管焊接中,所采用的焊接速度也会直接影响到其的质量。而且焊接速度和加热制度、焊缝变形速度以及相互结晶速度有关。对于高频焊管来说,通常焊接质量会随着焊接速度的加快而提高。由于其对于钢管的焊接质量会产生较大的影响,因而必须要注意到这一点。通常情况下,在不影响焊接质量的情况下,开口角长度应把握不同规格,进行调整。在一些情况下,还需要选择适合的磁棒。特别是在制作生产一些高频类钢管产品的时候,广泛采用它作为增感元件,使电磁能更多地集中在管缝的焊合面上提高焊速。而且在产生过程中,要用水充分冷却,以免因冷却质量不理想而导致磁棒断裂,影响精密钢管的焊接质量。



